Rebar Parallel Thread Coupler Connection: A Complete Guide to Go/No-Go Gauge Inspection
Parallel thread coupler connection is currently one of the most widely used methods for rebar splicing on construction sites. However, did you know? Once the thread processing is complete, every single thread must be inspected using a Go/No-Go gauge to determine if it is qualified. Many site workers rely purely on visual inspection or hand-tightening, which does not comply with the regulations!
🔧 What is a Go/No-Go Gauge?
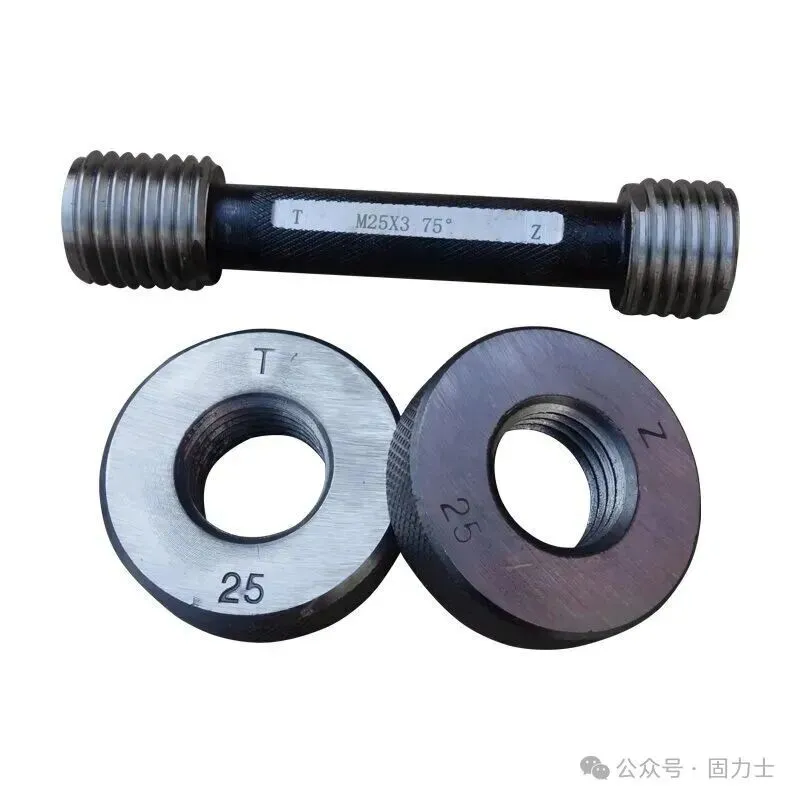
Dedicated gauges for parallel thread mechanical splicing are classified into plug gauges (for inspecting couplers) and ring gauges (for inspecting rebar threads). When inspecting rebar threaded ends, screw ring gauges are used:
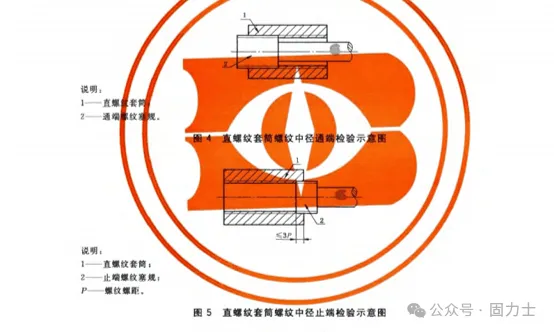
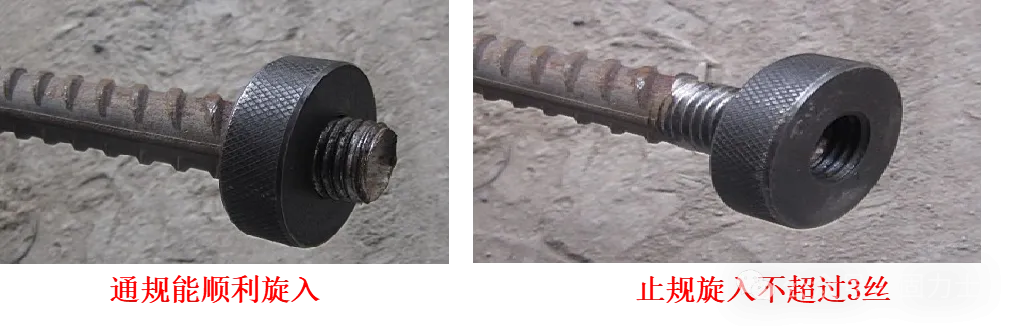
Go Gauge (T): Used to check whether the rebar thread can smoothly screw into the coupler.
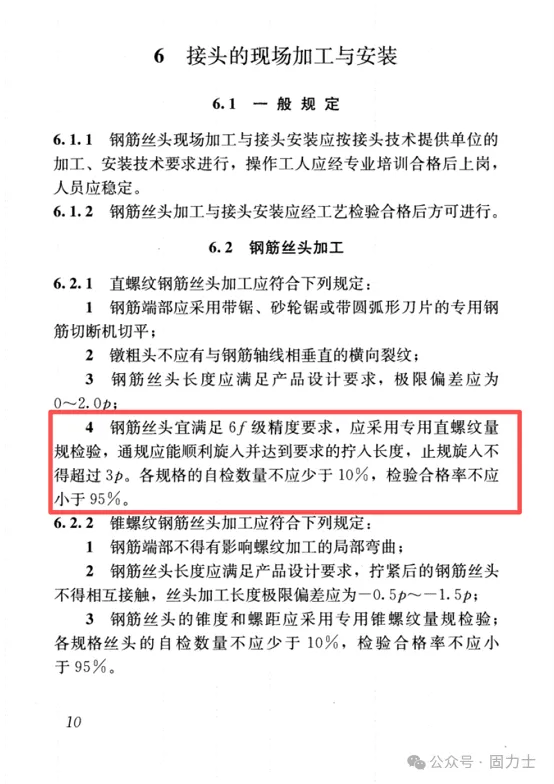
No-Go Gauge (Z): Used to check whether the pitch diameter of the rebar thread is too small, preventing thread stripping.
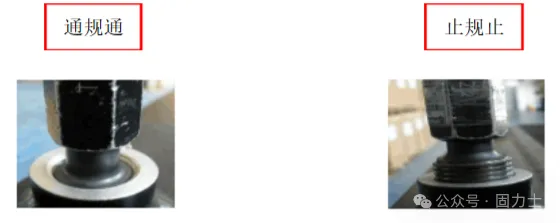
Acceptance Criteria: A thread is determined as qualified only when the Go gauge can be fully screwed on and the No-Go gauge cannot be screwed on by more than 3P (3 thread pitches).
✅ Standard Operation Steps for Ring Gauge Inspection
Step 1: Cleaning and PreparationClean the end face of the rebar thread to remove iron filings, debris, and oil stains, ensuring the thread surface is clean.
Step 2: Go Gauge (T) InspectionScrew the Go gauge onto the rebar thread by hand.
Pass: It can be smoothly screwed on and reaches the required engagement length.
Fail: It cannot be smoothly screwed on or gets jammed midway (indicating that the thread pitch diameter is too large, or the pitch/flank angle error is excessive).
Step 3: No-Go Gauge (Z) InspectionScrew the No-Go gauge onto the same rebar thread by hand.
Pass: The engagement depth does not exceed 3P (3 thread pitches).
Fail: It easily screws on past 3P (indicating that the thread pitch diameter is too small and the thread is too thin, posing a safety hazard).
📌 Core Rule:Go gauge fully passes, No-Go gauge stops within three pitches. (Tighten by hand only; never use pipe wrenches or other tools to force it).
📋 Sampling Ratio and Code Requirements
According to JGJ 107-2016 Technical Specification for Mechanical Splicing of Rebars:
Self-Inspection Ratio: Operators must perform 100% self-inspection on every processed thread; the sampling inspection quantity by inspectors shall not be less than 10%.
Acceptance Rate: The qualification rate shall not be less than 95%.
Corrective Action: If the qualification rate is below 95%, it indicates unstable quality. A 100% full inspection must be conducted on the batch. Unqualified threads must be cut off, re-processed, and re-inspected.
⚠️ Precautions for Using Gauges
Strictly Prohibited Forcing: It is strictly forbidden to use thread gauges as cutting tools or to force them onto threads, so as to prevent premature wear and tear.
Cleaning and Storage: After use, promptly clean off any attachments or debris from the measuring surfaces, and store the gauges inside their dedicated measuring instrument boxes.
Calibration and Validity: All thread gauges must be calibrated and certified as qualified by an authorized metrology and calibration institution, and they must only be used within their validity period.
Specification Matching: Gauges of different specifications (e.g., Φ18, Φ25, Φ32) must never be mixed up; ensure that the gauge matches the corresponding rebar size.
Go/No-Go gauge inspection is the most fundamental and critical quality control checkpoint for parallel thread mechanical splicing. Although the operation is simple, it must never be bypassed. Only when the threaded ends are qualified can the couplers be tightened into place, ensuring the ultimate safety and reliability of the splice joint.
If you would like to learn more about product information for parallel thread couplers of various specifications or custom gauge solutions, please feel free to leave a message and inquire!